Detecting the root cause of failure on a gearbox integrated pump with VibePro 8

Severe vibration causes problems in many industries and finding solutions to them is not always easy. A range of vibration related products can be used to diagnose and correct potential issues when properly employed. To that end, it is instructive to learn the steps taken to diagnose and analyze unwanted vibration and then find a solution, even though the problem described here does not deal directly with the wind industry.
Our story starts in a food processing facility to measure the vibration in a motor-pump assembly with an integrated gearbox. High vibration levels were evident from just listening and touching the machine. Leaking fluid told of a failed pump seal. This type of pump is rated for a three-year lifespan but was only lasting six months. What could be wrong?
To identify the root cause of failure, we used VibePro 8 coupled with a GTI-220 wireless sensor to visualize the waveform as amplitude versus time data. The regular peaks made point impacting immediately apparent. The impact waveform in this pattern is occasionally referred to as “angelfish” (Figure 1). This distinctive pattern shows an impact followed by smaller “ring down” peaks giving the time data its pattern. An initial analysis led us to conclude the pattern was due to a cracked or broken gear tooth.
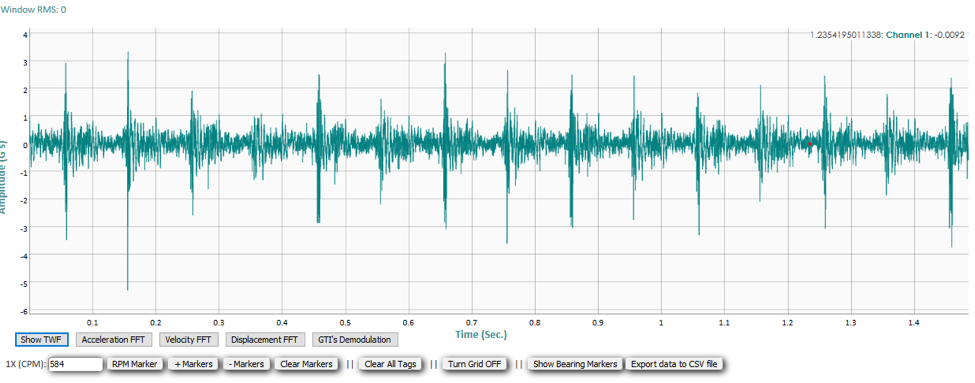
Figure 1
To confirm our suspicion, we reviewed the time-wave data using the circular time waveform function in VibePro8. The time-wave pattern for a good gearbox should be symmetrical. We can see in the illustration advanced viewer, that a portion of the data appears ragged (around 7 o’clock position) confirming our gear tooth prognosis.
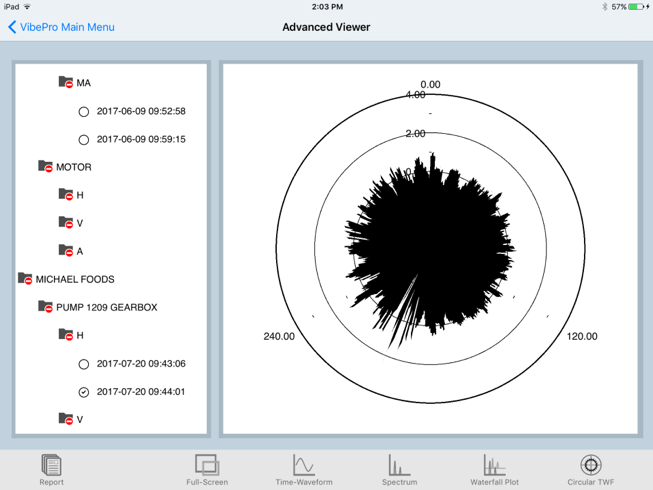
Figure 2
After concluding there are issues with the gear mesh, we needed to figure out what might have caused them. We knew for certain that the pumps were only lasting about 20% of their rated life, seals were damaged, and that the touch and sound told of high vibration levels.
Using Fast Fourier Transform (FFT) technology we can convert the time wave data in the first image to acceleration in order to provide more information (Figure 3). We immediately saw new problems.
The gear mesh issues were still present, along with other interesting peaks below 50k CPM. The peaks above 50k CPM (about the center) and the raised noise floor is a clear indication of cavitation. Cavitation occurs when there is more air in the pump than fluid. The air bubbles work like an abrasive and will destroy the impeller and pump seals.
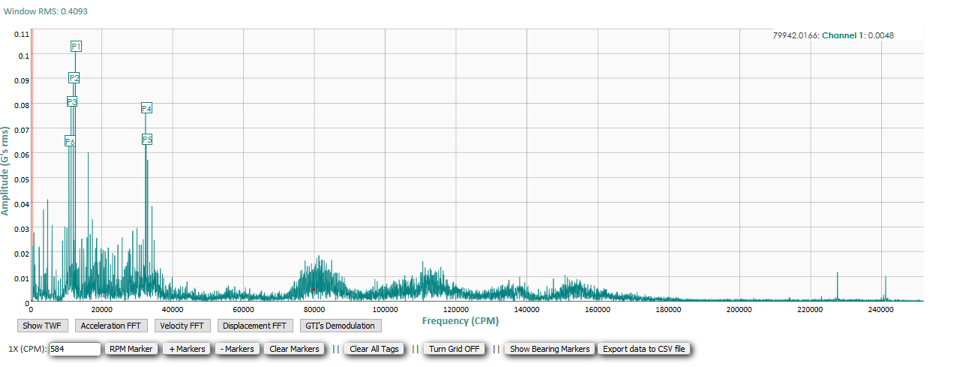
Figure 3
We then reviewed the velocity data (Figure 4) to see what else we could learn from this machine. Velocity shows the vibration in terms of running speed (inches per second – ips).
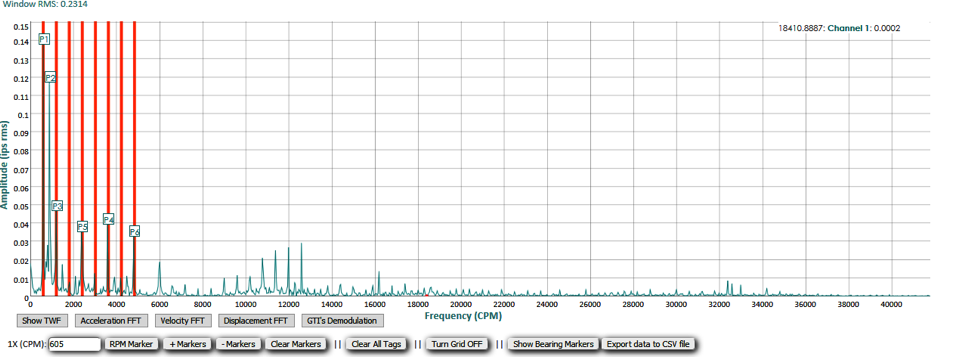
Figure 4
In the velocity data, we see high peaks at 1x, 2x and 3x the running speed. In addition, there are higher frequency peaks that are multiples of the running speed, as well as looseness and alignment issues in the pump and gearbox assembly.
After a discussion with the maintenance staff, we concluded that the cavitation caused the seal to fail. Also, the vibration from cavitation caused the looseness of the entire system from the motor to the gearbox as well as the pump. Looseness causes the chatter in the gearbox resulting in chipped or cracked gear teeth.
…and the looseness damaged the gear teeth. The team further concluded that the misalignment was probably present since the initial install. The recommendation was to change the size of the impeller to better fit the application and continue to monitor. Evaluation by engineering is required to properly size a new impeller.
Vibration analysis is a proven technology for predictive machine failure and detecting root cause for failure. Once a failure mode is detected it is important to understand and eliminate the root cause, whether you are correcting an issue early or replacing a failed system. Removing the root cause will ensure a long machine life.


As shown in this case study, VibePro 8 and the GTI-220 wireless sensor are powerful tools for vibration analysis and detecting a root cause of failure.
Detecting Torsional Defects in a Gear Driven Spindle Case Study PDF

